leyu·乐鱼(中国)体育官方网站
手机:18678865989
电话:0531-88901661 88902662
传真:0531-88022130
网址:www.jperezvalette.com
地址: 山东济南历城区幸福连城国际激光谷2号楼
您现在的位置:网站首页 > 产品问答
| 全自动包装机应用实例 | |
| 责任编辑: 日期:[2014/8/7 9:13:34] 共阅[]次 来源: | |
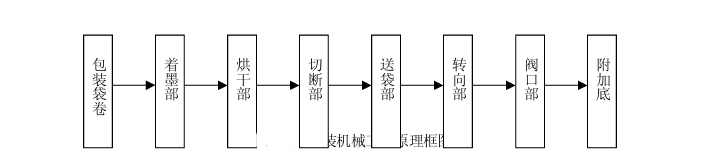
近年来,以可编程控制器为主体,结合模拟量、高速计数器、温度传感器等智能模块以及触摸屏组成的自动控制系统在全自动包装机中得到了广泛应用。本文将通过全自动包装机的典型应用的软硬件设计分析,介绍其在包装检测、计数控制中的应用优势及开发过程。 本文要点: ● 典型全自动包装机检测环节的工作原理 ● 根据全自动包装机控制要求绘制梯形图 ● STEP 7 Micro/WIN 32 编程软件的使用方法 ● 使用S7-200 系列全自动包装机的定时器指令的使用方法 ● 熟练设计和调试程序的方法 1.典型全自动包装机检测环节的工作原理 由于以纸、塑料薄膜、复合材料为包装材料的生产线得到越来越广泛的应用,包材的准确传送显得尤为关键,特别是在多级传动电机同步运行控制中,各传动电机在升速或降速的过程中要求多级传动电机能够及时地同步运行。本文以全自动包装机生产线控制系统的设计为背景,介绍PLC在同步控制系统中的应用。可以采用PLC对包装机械进行自动控制。要使自动模切压痕机等包装类机械实现电气系统的自动化控制,需要将经典的继电―接触器控制系统中的大部分联锁控制转移到PLC中实现,继电―接触器控制系统将大大地简化,成为只含有一些必要的电气联锁的系统,成为PLC系统指令的有条件的执行者。 包装机是一个多控制点、多传动的复杂机械控制装置,整个包装机的工作过程如下。
脉冲信号输出后,系统通过第二个计数器对检测器的信号进行累加,同时监测包装外透明纸包装机上手动剔出按钮的触点状态(常开),如第二计数器的累加值N2达到800(即脉冲信号发出后再生产了 800 个产品)前系统监测到手动剔出按钮的触点闭合(即执行手动剔出动作),则累加值 Nl 清零。同时停止脉冲信号输出。如第二计数器的累加值 N2 达到 800(即脉冲信号发出后再生产了 800 个产品)后系统仍未监测到手动剔出按钮(3S279)的触点闭合(即未执行手动剔出动作),则系统包装外透明纸包装机上的停机按钮(3S272)发出停机指令,同时第二计数器清零。 再次启动设备后,第二计数器重新开始计数,如在累加值N2到达 800 前仍未检测到手动剔出按钮的触点闭,则再次停机,直至执行手动剔出动作为止。结构如图所示。 2. 全自动包装机控制系统硬件设计
全自动包装机控制系统主要器件包括上位机、PLC、变频器等。它们的选择都是以在保证功能的前提下尽可能地选择可靠性高和使用方便的产品为依据。在进行硬件设计之前,需要对控制对象和控制任务进行统计和分析,然后确定系统的规模、机型和配置。据统计,该包装机控制系统需要配置如下的不同性质的 I/O 点,如数字量、模拟量、高速计数器等,而且一般都需要有速度控制、定位控制、温度控制,以及称重控制等一些较为精确的控制功能。 根据对上述控制任务的分析,选择了西门子公司的中小型PLC系统S7-200,它能满足中等性能要求的应用,其模块化、无排风扇结构,以及易于实现分布、易于用户掌握等特点,使其成为各种从小规模到中等性能要求控制任务的方便又经济的方案。S7-200 系列所具有的多种性能递增的 CPU 和丰富且带有许多方便功能的 I/O 扩展模块,使用户可以完全根据实际应用选择合适的模块。当任务规模扩大并且愈加复杂时,可随加模块对PLC进行扩展。SIMATIC S7-200所具备的高电磁兼容性和强抗振动、抗冲击性,更使其具有高的工业环境适应性。它具有很强的计算能力和完善的指令集,通过MPI 接口,适用于高速的过程处理。
| |
| 下一篇:包装机的机械化与自动化 | 上一篇:如何选购leyu·乐鱼(中国)体育官方网站 |