相关问题
leyu·乐鱼(中国)体育官方网站
手机:18678865989
电话:0531-88901661 88902662
传真:0531-88022130
网址:www.jperezvalette.com
地址: 山东济南历城区幸福连城国际激光谷2号楼
您现在的位置:网站首页 > 产品问答 > 颗粒包装机问答
| 全自动包装机的工作原理 | |
| 责任编辑: 日期:[2014-7-28 10:11:03] 共阅[]次 来源: | |
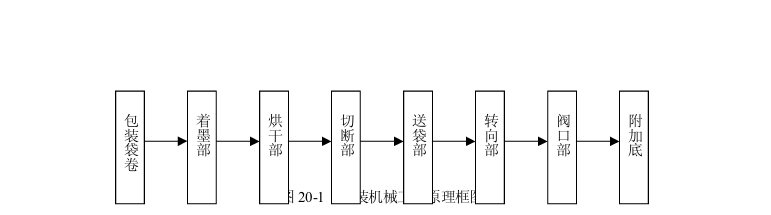
本文以全自动包装机生产线控制系统的设计为背景,介绍PLC在同步控制系统中的应用。由于以纸、塑料薄膜、复合材料为包装材料的生产线得到越来越广泛的应用,包材的准确传送显得尤为关键,特别是在多级传动电机同步运行控制中,各传动电机在升速或降速的过程中要求多级传动电机能够及时地同步运行。可以采用PLC对包装机械进行自动控制。要使自动模切压痕机等包装类机械实现电气系统的自动化控制,需要将经典的继电―接触器控制系统中的大部分联锁控制转移到PLC中实现,继电―接触器控制系统将大大地简化,成为只含有一些必要的电气联锁的系统,成为PLC系统指令的有条件的执行者。 全自动包装机是一个多控制点、多传动的复杂机械控制装置,整个包装机的工作过程如下。 (1) 启动主电机时,主电机带动设备上相关机械传动装置运行,印刷电机也开始运行,同时其他电器也处于运行状态,例如:加热器、空压机、复合泵等都开始工作。 (2) 当包装袋经过着墨、烘干之后进入切刀部分,由主切刀切成要求的袋长,然后开始进入糊口部分,这就要求主电机与印刷电机之前的速度达到匹配,不至于使包装袋褶皱。 (3) 包装袋进入糊口部分时,要经过涂胶、上胶、加热,之后进入底贴部分,与底贴色带粘合之后进入下一环节。其中底贴色带由底贴电机带动,而其与主电机在速度上有
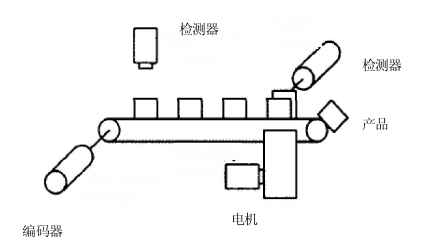
一个严格的匹配关系,这样才能使袋子底部粘贴合格。经过底贴环节之后,由传送带送到出袋部分,再由电磁阀控制其数量之后以要求的数量送出。其工作过程如下图所示。 由于包装机械是一个非常复杂的控制系统,所以本章只介绍检测与计数系统的工作原理。 由于包装机械是一个非常复杂的控制系统,所以本章只介绍检测与计数系统的工作原理。 质量监控系统从包装外透明纸包装机上采集检测器的信号,通过第一个计数器对该信号进行累加,当累加值 Nl 达到预置值 8000(即设备累积生产了 8000 个产品)时输出一脉冲信号(用于驱动报警灯),用以提醒机台人员进行质量检查。
脉冲信号输出后,系统通过第二个计数器对检测器的信号进行累加,同时监测包装外透明纸包装机上手动剔出按钮的触点状态(常开),如第二计数器的累加值N2达到800(即脉冲信号发出后再生产了 800 个产品)前系统监测到手动剔出按钮的触点闭合(即执行手动剔出动作),则累加值 Nl 清零。同时停止脉冲信号输出。如第二计数器的累加值 N2 达到 800(即脉冲信号发出后再生产了 800 个产品)后系统仍未监测到手动剔出按钮(3S279)的触点闭合(即未执行手动剔出动作),则系统包装外透明纸包装机上的停机按钮(3S272)发出停机指令,同时第二计数器清零。 再次启动设备后,第二计数器重新开始计数,如在累加值N2到达 800 前仍未检测到手动剔出按钮的触点闭,则再次停至执行手动剔出动作为止。结构如图所示。错误! 根据检测系统的工作过程可以绘制其工作框图如图20-3 所示。
| |
| 下一篇:什么是立式包装机? | 上一篇:使用leyu·乐鱼(中国)体育官方网站的注意事项 |